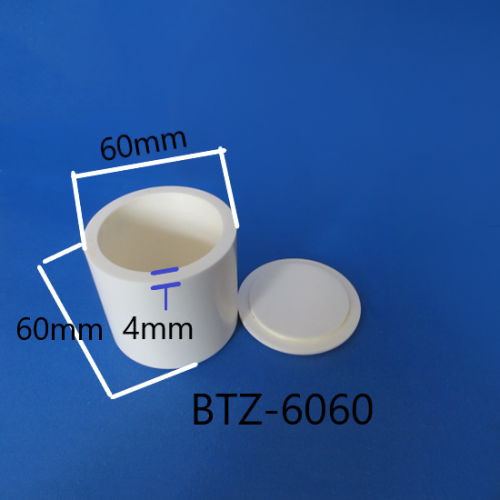
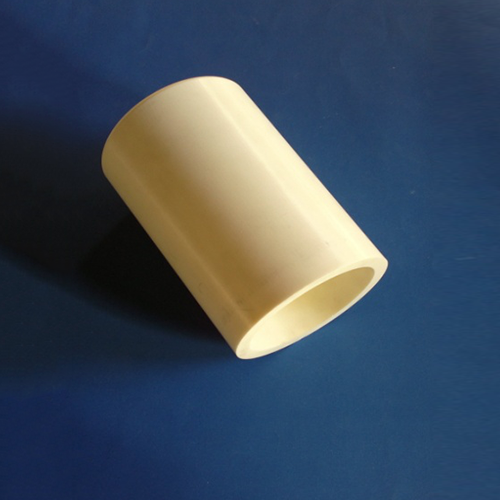
为了充分发挥刚玉坩埚的效能,建议注意以下问题。
(1) 熔炉检查
安装前要仔细检查坩埚是否有裂痕。其中石墨坩埚,如果存在不明显的瓷釉损坏也会使内层被氧化。检查炉壁并作必要的整修,保证尺寸正确,尤其是喷火道和排气口。要彻底清除炉底部的杂物以确保漏汤口能快速打开。
底座和坩埚应放在炉中心,坩埚和支撑导火柱及上盖板之间的接触点都需要留有一定的膨胀间隙。
(2) 点火
点火前检查油温及气压是否正常,仪表是否良好,燃烧机的位置及角度是否合理,空气开关及调节杆须是否能自由活动。为防止坩埚因热震而过早损坏,要逐步加温,火焰不可直接冲击坩埚。温度未达到高热时,不能移动倾斜式熔炉,从而确保接合剂有足够力量固定坩埚。
(3) 加料
料未开始熔化前不可加入助熔剂。因为大部分助熔剂的熔点比金属低,当坩埚未被熔化金属盖住时,已熔化的助熔剂就会浸入坩埚内壁侵蚀坩埚。而当坩埚内的液面太低时,则会使坩埚内壁暴露而氧化。
(4) 熔化及出料
正确调节空气和燃料的混合比例,用短而暗明的火焰沿坩埚外缘加热。当燃烧不完全时,炉内壁相对位置有积碳现象,要在未冷却前尽快清除使之烧光。快速熔解,到达设定温度立刻出料,尽快使坩埚倒清,除去附在埚壁上的熔渣,再开始熔化,保持不间断使用才能省油和延长坩埚寿命。绝不能使金属在坩埚内冻结。如需要暂时终止作业,应关闭熔炉所有孔穴,盖住坩埚,以保温和防止坩埚被氧化。
(5) 清理
在每炉熔化的间隔,应利用坩埚的热度刮净熔渣,否则会导致熔化容量减少,导热能力下降,变硬的熔渣层与坩埚的膨胀系数不同会使坩埚受损。此外坩埚,陶瓷坩埚熔化及出料熔渣吸收水分将使金属液内含气量增加。应定期使用强力除渣剂清理。